Nyomtatott áramkör technologia
Részletek- Részletek
- Készült: 2019. január 27. vasárnap, 12:02
- Írta: niedziela
- Találatok: 5033
Forrasztás
A forrasztásitechnikákat az ANSI / J-STD-001 tartalmazza.
Furatszerelt alkatrészek forrasztása
A hőt egyenletesen kell alkalmazni az alkatrész kivezetésére, és a pad-re.
A hő egyenletes alkalmazása mellett, forrasztó ón adagolása

A forrasztó ón minősége több okból is fontos. A forrasztó ón biztosítja az alkatrész, és a panel közötti tényleges kapcsolatot.
A forrasztó ón minősége megegyezik a forrasztás minőségével.
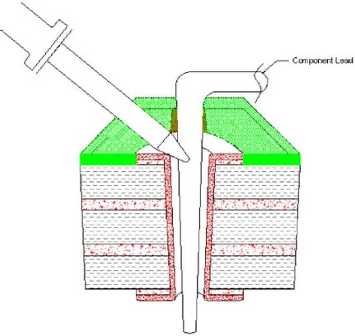
Az 1. lépésben elkészítjük a forrasztandó furatot és párnát, és a vezetéket a furatba / a nyílásba helyezzük.
A 2. lépésben a hőt egyenletesen alkalmazzuk az alkatrész kivezetésére, és a pad-re.
A 3. lépésben a forrasztó ón érintkezik a forrasztó készülék végével, ami forrasztó folyadékká válik és áramlik a furatba.
A 4. lépésben a forrasztó ón folyik a furaton keresztül, és az alsó és felső oldalon egy halom keletkezik.
Mivel ezt az alkatrészt a felső oldalról forrasztották, az alsó oldalt meg kell vizsgálni a megfelelő forrasztás és minőség szempontjából. Bizonyos szerelvények mindkét oldalról forrasztást igényelhetnek a minőség biztosítása érdekében.
Ha a furat megfelelő nagyságú az alkatrész kivezetéséhez, lehetővé teszi a jó forrasztási áramlást a panelen.
Igy csak egy oldala van forrasztva a panelnek.
Ha a furatok nem ideális méretűek, mindkét oldalon forrasztást igényelhetnek, ami növeli a forrasztási időt.
Minőségi forrasztási kötések
Az olyan körülmények, mint a hideg forrasztás lyukakkal, szennyezettséggel rendelkező forrasztási kötések elkerülhetők.
Az IPC-J-001 tartalmazza a forrasztási kötések minőségét és elvárásait.
Egyéb minőségi kérdések tervezési kérdések. A tervezőnek együtt kell dolgoznia a forrasztástechnikussal, az alkatrészköltségek, alkatrész beszerzés, és a karbantartási elvárások kidolgozásában. Az alkatrészeket a panelen szokásos módon cserélhetővé kell tenni, hogy elkerüljék az egész panel selejtezését, ami számottevő költséget jelent a javítás során.
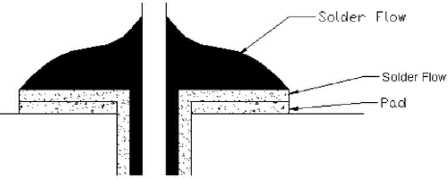
A képen egy megfelelő párnaátmérőjű forrasztási halom látható. A hő egyenletesen oszlik el a pad és a vezető között forrasztási folyamat alatt.
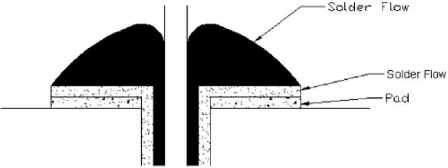
Képen egy alulméretezett párnával látható forrasztási halom látható. Ez egyenlőtlen fűtést okoz a pad és a vezető között. Az ón nem megfelelő fűtéssel rendelkezik, és a forrasztó készülék csatlakozott a pad-hez, de nem csatlakozott az alkatrész kivezetéshez.
Ha a panelen súlyosan alulméretezett pad van, nincs megfelelő thermal kapcsolat a síkrétegek között, rétegenkénti leválás történik
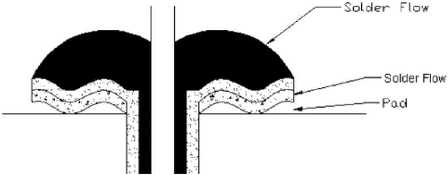
A megfelelő forrasztási terület elengedhetetlen a forrasztott kötés minőségéhez.
Az alulméretezett pad okozta rétegszétválás hatással van a pad csatlakozására, a furat belső burkolatára.